")
")
")
")
")
СПОСІБ РЕМОНТНИХ РАМЕРОВ
При відновленні валу способом ремонтних розмірів слід визначити ремонтні розміри шийок вала. При цьому слід мати на увазі, що для переважної більшості двигунів, що випускаються не менше п’яти років, можна знайти вкладиші підшипників колінчастого вала з ремонтним зменшенням 0,25 і 0,50 мм. Для більш старих двигунів часто є ремонтні розміри 0,75 мм, рідше – 1,0 мм. Вкладиші наступних ремонтних розмірів (1,25 і 1,50) зустрічаються рідко. Для відносно нових двигунів вкладиші деяких ремонтних розмірів (звичайно 0,25 і 0,50 мм) можуть поставлятися в запасні частини від фірм-виробників автомобілів.
Перед визначенням ремонтного розміру шийок колінчастого вала конкретного двигуна бажано мати інформацію про те, які вкладиші ремонтні існують і можуть бути придбані. Тому, наприклад, не слід шліфувати вал в якій-небудь ремонтний розмір до моменту отримання (придбання) необхідних вкладишів.
Враховуючи, що всі способи відновлення колінчастих валів зменшують надійність їх роботи, бажано шліфувати вал в один з існуючих ремонтних розмірів, навіть якщо цей розмір відповідає останнім ремонтів – 0,75 мм, 1,0 мм і більше. До відновлення шийок слід вдаватися тільки при таких износах, коли останній ремонтний розмір вже не проходить, а іншого (в тому числі, нового) валу придбати не вдається.
Зазор в підшипниках – величина, найбільш сильно впливає на весь результат ремонту. Так, при зазорі 0,07+0,09 мм збільшується шум двигуна, може впасти тиск масла, що знизить ресурс. В той же час: зазор менше 0,03 мм стає небезпечний задираками і заклинювання підшипника. Крім того, менший зазор вимагає , точності обробки ліжку, в той час як після підготовчої роботи і, особливо, після нетривалого і прогріву, геометрія ліжку вже не буде ідеальною. Внаслідок цього не слід прагнути до дуже малим зазорам.
Інший спосіб визначення ремонтного розміру передбачає послідовне вимірювання спряжених деталей. Вимірюється діаметр ліжку нутромером. Потім за допомогою мікрометра і кульки підшипника визначається товщина вкладиша. Вимірювання товщини вкладиша виконуються ближче до середини. слід враховувати відхилення форми ліжку і зазор ніде не повинен бути менше 0,03 мм.
Слід зазначити, що при вимірах ліжок підшипників нерідко виявляється, що їх розмір перевищує вже заданий в літературі максимальний на 0,02 мм. Для шатунів це може бути виправлено обробкою отвори ліжку в той же час як обробка ліжок корінних вкладишів без спеціалізованого обладнання проблематична. Невелика їх деформація, може бути компенсована відповідним незначним збільшенням діаметра вала. У будь-якому випадку всі зміни розмірів повинні виконуватися тільки після ретельних вимірювань, щоб уникнути помилок, що призводять до неприпустимого зменшення зазорів в підшипниках.
Для сильно зношених валів (знос шийок більше 0,10-0,15 мм) визначення ремонтного зменшення діаметра шийок має особливості. Якщо вал не деформований або правився, то основна увага має бути приділена шатунним шийок. Так, максимально можливий ремонтний діаметр залежить від зносу і овальності шийки. Практика показує, що сильно зношені шийки завжди овальны, причому максимальний знос спостерігається в напрямку, близькому до радіуса кривошипа. Наприклад , максимальний знос шийки 0,15 мм, а овальність 0,1 мм то шийка вала пройде в ремонтне зменшення 025 мм. Биття корінних шийок вала ще більше ускладнює підбір ремонтних розмірів для шатунних шийок, виходячи з умови збереження ходу поршня. Крім того, після тривалої експлуатації двигуна і, особливо, серйозних пошкоджень шатунних шийок вал може мати залишковий скручування, коли, наприклад, осі попарно розташованих шатунних шийок не збігаються. Чим сильніше знос і еліпсність шатунних шийок і чим менше припуск на шліфування, тим, очевидно, важче забезпечити рівність радіусів кривошипа і загальну вісь парних шийок. На практиці ці вимоги часто вдається виконати тільки при невиправдано великих ремонтних зменшення діаметрів, а в деяких випадках не вдається взагалі.
При сильному зносі шатунної шийки і мінімальному припуске на шліфування нерідко доводиться переходити на нову вісь шийки, зміщену відносно старої на менший радіус на величину, близьку до половини еліпса .
Зазвичай ця величина не перевищує 0,1-0,3 мм, що є допустимим для всіх типів двигунів легкових автомобілів (включаючи дизельні). Зміщення більше 0,3-0,5 мм може бути небажано для дизелів, це викликає помітне зниження ступеня стиснення. Тому у всіх випадках, коли забезпечити однакові радіуси кривошипів неможливо, слід прагнути до мінімальної їх різниці.
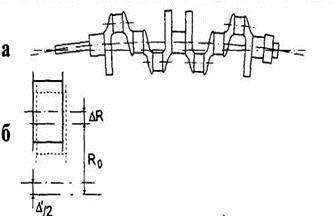
Внаслідок деформації вала відбувається відведення осей шатунних шийок на різну відстань від осі обертання вала. В результаті деформації вала осі крайніх шатунних шийок слабо відхиляються від своїх колишніх радіусів, в той час як осі середніх шийок переходять на нові радіуси обертання (малюнок 3.3.19), якщо ці шийки знаходяться в площині деформації вала або поруч з нею (±30-40°). Шатунні шийки, розташовані в площинах, перпендикулярних площині деформації вала, зміщуються в окружному напрямку.
Малюнок 3.3.19 – Перехід шатунних шийок на нові радіуси обертання при деформації вала:
а — деформований вал; б — шийка має радіус обертання більше номінального.
На практиці найбільш часто зустрічається випадок, коли вал максимально деформується з найбільш зношеної шийці, при цьому напрямок биття корінних шийок виходить до шатунної шийки (стиснення щок вала). Тоді відбувається взаємна часткова компенсація зносу і биття, в результаті чого ремонтний діаметр можна зробити дещо більше.
Елементарний розрахунок показує, що навіть при не дуже великому ушкодженні шатунної шийки через руйнування шатунного підшипника використовувати ремонтне зменшення -0,25 мм виявляється проблематично. Однак при оцінці ремонтного зменшення діаметрів шийок необхідно орієнтуватися в першу чергу на мінімальний знімання металу, а умови рівності радіусів кривошипів або загальна вісь попарно розташованих шийок другорядні, але дуже бажані, особливо з точки зору врівноваженості валу.
Якщо деформований вал не правиться, то часто спостерігається наступна картина. Після руйнування крайнього шатунного підшипника утворюється деформація вала у цій шийки в площині валу. Оскільки знос шийки має однобічний характер (зверху), він частково компенсується биттям. У той же час биття середніх шийок може виявитися таким, що вже саме вони будуть визначати ремонтне зменшення розміру. У валів шести і восьмицилиндровых двигунів спостерігається більш складна картина, оскільки їх шатунні шийки не лежать в одній площині. Таким чином, ремонт деформованих валів без застосування правки являє собою досить складну технічну задачу.
В залежності від деформації (биття) валу способи ремонту будуть наступними:
1)биття до 0,08-^0,10 мм – традиційний ремонт – шліфування всіх шийок в ремонтний розмір 0,25 чи 0,50 мм, можливе виправлення передній центровий фаски; биття 0,10-0,20 мм – шліфування в ремонтний розмір 0,25+0,50 мм, можлива наварка (наплавлення) хвостовика і шліфовка від нової бази, не виключена необхідність шліфування торцевих поверхонь валу, балансування;
2)биття 0,20-0,40 мм і більше аналогічно, але ремонтний розмір шийок вала -0,50 мм або більше, можлива наварка (наплавлення) корінних шийок з биттям більше 0,40 мм, обов’язкові наварка хвостовика, шліфування торцевих поверхонь, балансування.
У багатьох двигунів на колінчастих валах застосовуються фланцеві корінні вкладиші, виконані за одне ціле з упорними півкільцями. В ремонт такі вкладиші нерідко поставляються з збільшеною відстанню між торцями (для деяких двигунів є варіанти як збільшеною, так і зі стандартною шириною), що передбачає шліфування торцевих поверхонь відповідної корінний шийки вала. Зазвичай збільшення розміру між торцями в два рази менше, ніж зменшення діаметру, наприклад, для вкладишів 0,25 мм торцевій розмір збільшується на 0,10-0,15 мм, а для 0,5 мм – на 0,20-0,25 мм
Для двигунів з упорними півкільцями, виконаними окремо від корінних вкладишів, наполегливі півкільця не входять в ремонтний комплект і повинні бути замовлені окремо. Для деяких двигунів поставляються також наполегливі півкільця збільшеної товщини.
Ремонтне збільшення товщини упорних підшипників забезпечує можливість виправлення биття, кіл; скол і подряпин на опорних поверхнях вала при його ремонті. У практиці ремонту зустрічаються ситуації дуже великого зносу задньої поверхні упорного підшипника колінчастого вала (більше 0,8-1,0 мм). Звичайно це є наслідком залишкової мастила при сильному навантаженні на упорний підшипник з боку зчеплення. Одним з небагатьох можливих способів ремонту валу з таким ушкодженням є розточування торця на токарному верстаті. Після токарної обробки упорна поверхня полірується. Далі в розточку вставляються додаткові півкільця після чого вал з півкільцями встановлюється в блок. В даному варіанті ремонту додаткові “плаваючі” півкільця дозволяють використовувати звичайні вкладиші з фланцями або подвійні стандартної товщини півкільця на расточенном наполегливому торці колінчастого вала, не вдаючись до спеціальних нестандартним полукольцам збільшеної товщини.
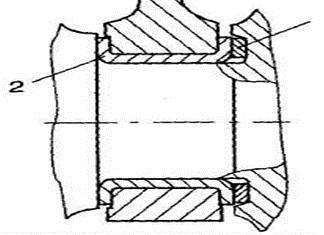
Малюнок 3.3.20 – Конструкція ремонтного упорного підшипника колінчастого вала:
1— додаткові півкільця, встановлені в розточку на пошкодженому торці колінчастого валу;2— штатний вкладиш з наполегливими
півкільцями
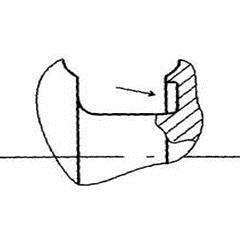
Малюнок 3.3.21 – Розточування пошкодженої упорної поверхні колінчастого вала
Щоб виключити або максимально обмежити деформацію вала після ремонту, рекомендуються наступні операції:
1.Попередня термообробка перед шліфуванням витримка при 180°С протягом 3-4 годин з повільним охолодженням.
2.Шліфування корінних шийок тільки після шліфуванні шатунних.
3.Термообробка після шліфування шатунних шийок перед шліфуванням корінних.
Очевидно, що виконання подібних операцій пов’язане з великими витратами часу і необхідністю застосування спеціального термічного обладнання.
Оскільки це не завжди реально зробити, можна спростити технологію ремонту, застосувавши спеціальний порядок шліфування валу:
1.Попереднє шліфування корінних шийок але з припуском не менше 0,1 мм для остаточної обробки.
2.Шліфування шатунних шийок.
3.Витримка протягом декількох годин, контроль деформації вала (на призмах по індикатору)
Таблиця 3.3.2 – Ремонтні розміри вкладишів і шийок колінчатого вала КамАЗ-740
| Шатунний підшипник | Корінний підшипник | |||||
| Діаметр мм | Маркування вкладиша | Діаметр мм | Маркування вкладиша | |||
| Шийки колінчастого валу | Ліжка шатуна | Шийки колінчастого валу | Ліжка блоку | |||
| 79,95 |
85,0 |
740.1004058 Р1 79,95 | 94,95 | 100,0 | 740.1005170Р1 94,95 | |
| 79,75 | 85,0 | 740.1004058 Р2 79,75 | 94,75 | 100,0 | 740.1005170Р2 94,75 | |
| 79,50 | 85,0 | 740.1004058 Р3 79,50 | 94,50 | 100,0 | 740.1005170Р3 94,50 | |
2









")
")






")


